

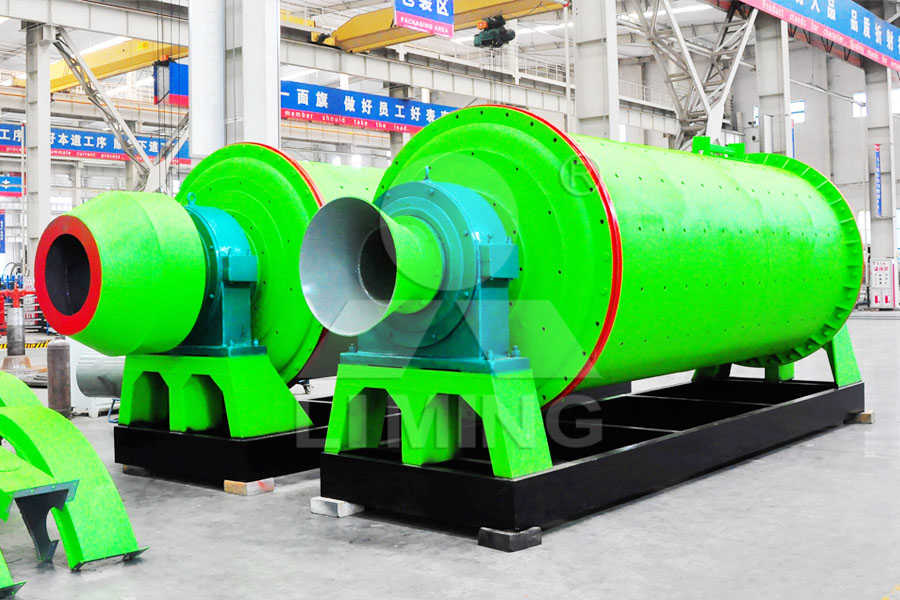
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






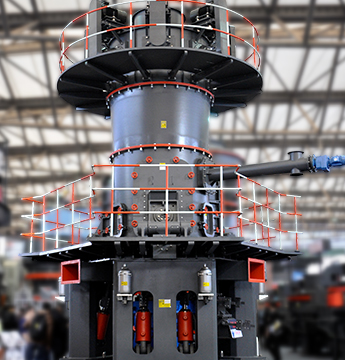
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

粗糙度Ra0 8用多少目的砂轮磨
 2020-08-28T08:08:09+00:00
2020-08-28T08:08:09+00:00
选择真正合适的砂轮 知乎
网页2020年10月27日 颗粒越粗,能去除的工件碎屑就越大。较粗的磨料可用于快速去除工件体积,但表面粗糙度较差。较大的数字(例如70、100和180),则表示砂轮使用的磨料较 网页2014年12月28日 400目的磨粒大约可以达到Ra0102左右。这个没有具体的对应关系,跟抛光工具有关,如果抛光工具转速足够高也可以更好,但效率会差。达到Ra0408应该 机械抛光400目相当于粗糙度多少um ra百度知道
表面粗糙度详解及参数对比表说明 知乎
网页2020年3月23日 表面粗糙度的评定参数 零件表面的功用不同,所需的表面粗糙度参数值也不一样。零件图上要标注表面粗糙度符号,用以说明该表面完工后须达到的表面特性。 粗 网页SPI(B3) Ra02 Rz160 暗光泽面,轻 微 1000#砂纸 纹 粗糙度 Ra、Rz 详细对照表 标准 表面粗糙度 加工方法及光度描述 加工材料及硬度 等级 SPI(A1) Ra0005 光洁度高 镜面效果 粗糙度 Ra Rz对照表百度文库
表面粗糙度等级对照表百度文库
网页可见加工痕迹方向08 微见加工痕迹方向04 看不清加工痕迹方向16 微见加工痕迹方向32 可见加工痕迹方向6பைடு நூலகம்3 表面粗糙度级别对照及应用 国际标注 Rz Ra 网页表面粗糙度等级对照表 专业文档供参考,如有帮助请下载。 f表面状况=可见刀痕 加工方法=粗车、刨、铣、钻 应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧 表面粗糙度等级对照表百度文库
砂纸型号对应的粗糙度【大全】百度文库
网页机械抛光400目相当于粗糙度多少um ra 400目的磨粒大约可以到Ra0102左右。 这个没有具体的对应关系,跟抛光工具有关,如果抛光工具转速足够高也可以更好,但效率 会差。 网页2021年4月14日 关注 表面粗糙度08R是物体表面看不见加工痕迹,微辩加工方向。 轮廓算术平均偏差 Ra,在取样长度(lr)内轮廓偏距绝对值的算术平均值。 在实际测量中,测 粗糙度08是什么概念?百度知道

粗糙度Ra0 8用多少目的砂轮磨
网页8粗糙度用多少粒度的研磨膏在线咨询 Ra08 精加工:精车精刨精铣磨40 Ra 为表面粗糙度,若要求Ra 08及Ra 0 62砂轮粒度之平均粒径当前页面为您展示的磨平面表面粗糙度比较 网页2013年6月14日 为降低磨削表面粗糙度,应采用粒度号多大的砂轮 #热议# 哪些癌症可能会遗传给下一代? 一般情况下砂轮粒度5460#,可以达到的光洁度为Ra08,一般情况下砂轮粒度57080#,可以达到的光洁度为Ra04,一般情况下砂轮粒度90120#,可以达到的光洁度为Ra02,一般情况 为降低磨削表面粗糙度,应采用粒度号多大的砂轮百度知道

表面粗糙度详解及参数对比表说明 知乎
网页2020年3月23日 表面粗糙度的评定参数 零件表面的功用不同,所需的表面粗糙度参数值也不一样。零件图上要标注表面粗糙度符号,用以说明该表面完工后须达到的表面特性。 粗糙度一般用Ra、Rz、Ry三种代号加数字来表示,其中Ra相对图纸标注体现较多。1.轮廓算术平均网页2、粒度的选择主要取决于被磨削工件的表面粗糙度和磨削效率。 粒度是指磨料的颗粒尺寸,其大小则用粒度号表示。 用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。 在满足 磨削加工时,如何正确选择砂轮?腾讯新闻
400#抛光对应粗糙度是多少?百度知道
网页2017年9月16日 1、这个没有具体的对应关系,和你用的抛光工具有关,400#的磨粒大约可以达到Ra0102左右,如果你的工具转速足够高也 网页可见加工痕迹方向08 微见加工痕迹方向04 看不清加工痕迹方向16 微见加工痕迹方向32 可见加工痕迹方向6பைடு நூலகம்3 表面粗糙度级别对照及应用 国际标注 Rz Ra 表面形状特征 加工方法举例 N12 200 50 粗糙面 明显可见刀痕 锯断、粗车、粗表面粗糙度等级对照表百度文库

请问:刃磨碳化钨硬质合金钻头需要选用那种砂轮片?目数多少
网页2013年6月6日 目数多少合适? 百度知道 请问:刃磨碳化钨硬质合金钻头需要选用那种砂轮片? 目数多少合适? #热议# 普通人应该怎么科学应对『甲流』? 粗磨一般用80100目的砂轮,表面粗糙度为Ra08左右,公差可控制在±002以下;400目的砂轮,表面粗糙度 网页机械抛光400目相当于粗糙度多少um ra 400目的磨粒大约可以到Ra0102左右。 这个没有具体的对应关系,跟抛光工具有关,如果抛光工具转速足够高也可以更好,但效率 会差。达到Ra0408应该是比较经济的粗糙度。就叫一目。 集中很敏感,从而影响零件的砂纸型号对应的粗糙度【大全】百度文库

磨钨钢的砂轮一般是多少目精选问答学堂齐家网
网页2022年7月4日 磨钨钢的砂轮一定要选择合适的才行,特别是它的目数,要选择正合适才行。下面小编来说一下磨钨钢的砂轮一般是多少目。磨钨钢的砂轮一般是多少目 通常来说会用80到100目的砂轮,粗糙度大概在Ra08左右,公差大概是在控制在±002以下才行。网页2013年8月3日 磨床加工的表面粗糙度是多少? 磨床能加工的表面粗糙度的范围是多少? 静磨呢? 5 外圆磨床加工的精度和粗糙度能达到多少 48 一般磨床磨出来的工件光洁度参数大概多少? 7 磨床磨工件的表面粗糙度最高精度是多少?磨床加工的表面粗糙度是多少?百度知道

粗糙度Ra0 8用多少目的砂轮磨
网页8粗糙度用多少粒度的研磨膏在线咨询 Ra08 精加工:精车精刨精铣磨40 Ra 为表面粗糙度,若要求Ra 08及Ra 0 62砂轮粒度之平均粒径当前页面为您展示的磨平面表面粗糙度比较样块Ra0025,005,01,02,04,08,16,32图片由泊头市浩业工量具有限公司自主提供 网页2017年9月16日 1、这个没有具体的对应关系,和你用的抛光工具有关,400#的磨粒大约可以达到Ra0102左右,如果你的工具转速足够高也 400#抛光对应粗糙度是多少?百度知道

表面粗糙度等级对照表百度文库
网页表面粗糙度等级对照表 专业文档供参考,如有帮助请下载。 f表面状况=可见刀痕 加工方法=粗车、刨、铣、钻 应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面, 减重孔眼表面 4级 Ra 值不大于\μm=63 表面状况=可见加工 网页2017年4月10日 125以上 32~125 80~25 20~63 025~160 0010~020 更改履历 32s 40s 50s 63s 80s 100s 125s 160s 200s 250s 320s 400s 500s 32z 40z 50z 63z 80z 100z 125z 160z 200z 250z 320z 400z 500z 名称 说明 加工例 相当表面粗糙度Ra 之范围(µm) 毛胚 表面粗糙度Ra对照表百度文库

什么是表面粗糙度值?如何选用? 知乎
网页2022年10月25日 05 表面粗糙度与表面光洁度一样吗?表面光洁度是表面粗糙度的另一称法。表面光洁度是按人的视觉观点提出来的,而表面粗糙度是按表面微观几何形状的实际提出来的。因为与国际标准(ISO)接轨,20世纪80年代后我国采用表面粗糙度而废止了表面光洁度。网页2013年1月20日 磨削的精度范围0008μm08μm,超出08μm的粗糙度就可以不考虑磨削,考虑车削或者其他方法即可达到要求,所以Ra04是可以达到的。 \7 ! ^ ( W3 x4 ] 磨床没有任何问题,加工好(车床加工精度留余量为20丝),然后次研磨到16留余量5丝到10丝,然后调质处理 粗糙度要达到Ra04,该怎样考虑工艺 普通机加工工艺、工装

砂纸目数和表面粗糙度对照表百度文库
网页下面是砂纸目数和表面粗糙度的对照表。 一、砂纸目数 1 #16目:用于去除粗糙表面,特别适用于去除旧漆和腐朽的木材表面。 2 #24目:用于较为粗糙的木材表面的磨削和去除旧漆。 4 26~45um:用于磨削木材,去除表面毛刺和糙粗度。 5 46~70um:适用于家具 网页磨钨钢的砂轮一定要选择合适的才行,特别是它的目数,要选择正合适才行。下面小编来说一下磨钨钢的砂轮一般是多少目。磨钨钢的砂轮一般是多少目 通常来说会用80到100目的砂轮,粗糙度大概在Ra08左右,公差大概是在控制在磨钨钢的砂轮一般是多少目齐家网

磨钨钢的砂轮一般是多少目齐家网
网页2022年7月4日 磨钨钢的砂轮一定要选择合适的才行,特别是它的目数,要选择正合适才行。下面小编来说一下磨钨钢的砂轮一般是多少目。磨钨钢的砂轮一般是多少目 通常来说会用80到100目的砂轮,粗糙度大概在Ra08左右,公差大概是在控制在±002以下才行。网页2019年7月10日 表面光洁度4级=Ra 125 表面光洁度3级=Ra 25 表面光洁度2级=Ra 50 表面光洁度1级=Ra 100 砂带上的磨粒比 砂轮 磨粒具有更强的切削能力,所以其 磨削 效率非常高。 砂带磨削 效率高表现在它的切除率、 磨削比 (切除工件重量与与 磨料磨损 重量之比)和机床功率利用 砂纸抛光 砂带抛光粗糙度 光洁度 抛光等级对照表 抛光带 抛光

盖类零件的机械加工工艺规程的制订与实施球阀阀盖ppt
网页2020年1月15日 视频 基础知识练习 如图 227 所示为某零件上的一个内孔,孔径为 ,表面粗糙度值为Ra08μm,毛坯采 用铸钢 件,需要淬火热处理。孔的加工方案为:粗镗孔一半精镗孔一磨孔,试确定其各工序尺寸及公 差。 任务实施 确定φ30H7孔的加工余量及工序
淄博 湿法立式搅拌磨
2023-02-03无锡雪浪破碎机
2022-11-08级配碎石松散堆积密度
2022-05-03广东机制砂政策
2022-03-22腻子粉的工艺流程
2022-08-07新疆的石灰矿前途好吗
2020-12-20聚乙发泡棉破碎机
2024-03-29如何开采重钙粉矿
2023-07-16颚式破碎机发展趋势与前景
2022-12-18膨润土生产线多少钱
2020-07-23鹅卵石清洗破碎筛分设备
2020-06-29日产2300吨金刚砂移动制沙机
2024-05-24家庭式磨粉机器家庭式磨粉机器家庭式磨粉机器
2023-08-14电厂石灰石脱硫磁性开关
2023-08-23金宏大型青贮粉碎机多少钱
2020-03-01卧式珠磨机
2022-12-17砂石制砂机械多少钱
2024-02-15移动式隧道窑
2020-08-01破碎机分析
2022-03-15沙石料哪里有卖
2020-12-01双锟式制砂机
2022-06-23深圳反击式破碎机厂
2020-06-13900冲击破时产多少
2023-03-20保温材料加工机器
2023-12-14矿渣加工设备工艺流程
2024-05-26600*900颚式破碎机结构600*900颚式破碎机结构600*900颚式破碎机结构
2023-01-12煤场专用粉碎机
2021-09-12洗砂机下载
2020-10-27水稳砂配比体积比
2020-04-14萤石制砂机械工艺流程
2022-04-09