

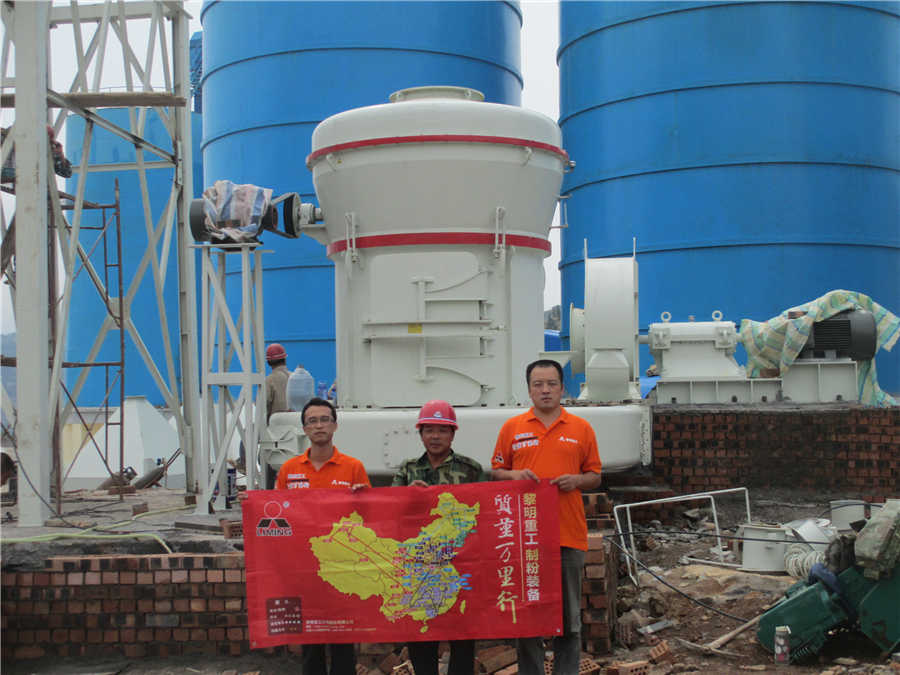
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






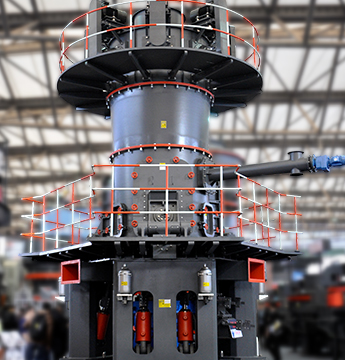
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

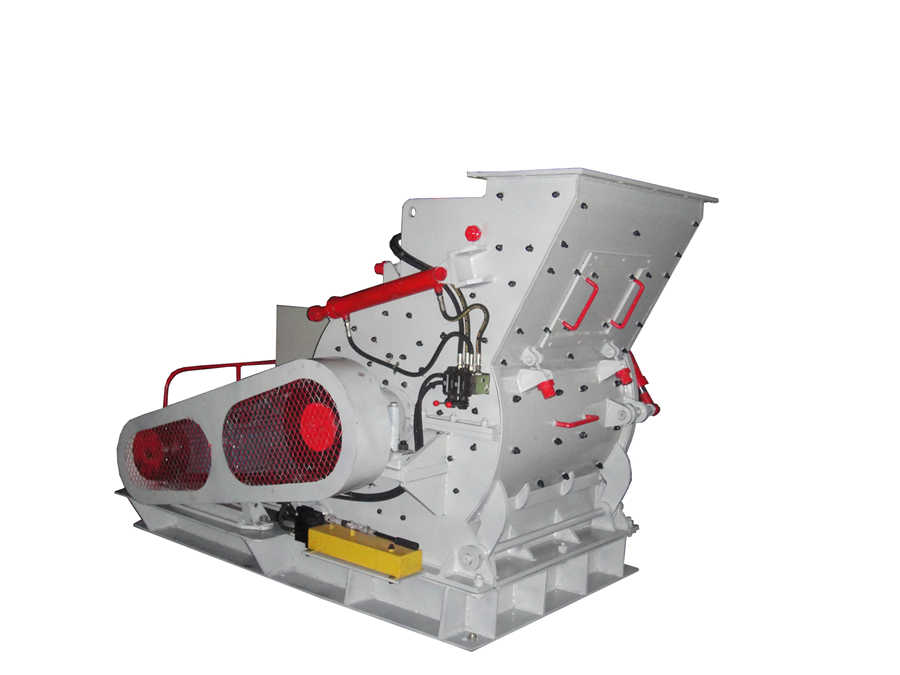
粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

精镗
 2021-11-18T21:11:43+00:00
2021-11-18T21:11:43+00:00

精镗
网页精镗工序一般是孔加工的最终工序,可获得小的孔公差、孔的位置精度和高表面质量。通常以小于05 mm (0020英寸) 的小切深进行加工。 当要求严密的公差 (IT6IT8) 或高表面质量 网页2021年9月18日 精镗单元是精镗刀具的一部分,就是把精镗刀具的关于调整的部分,单独分离出来制造,成为一个独立单元。当需要制作精镗刀的时候,根据精镗孔的要求,把精 精镗单元百度百科

铰削 精镗 MAPAL
网页精加工孔的工具代表了MAPAL的核心竞争力。从1954年的“原始铰刀”开始,直到今天的精密孔加工,MAPAL 书写了成功的公司发展史。凭借几十年来的丰富经验以及对刀具解决方 网页2023年2月13日 1、选用的刀具不一样,刀具有粗、精之分。粗镗刀抗冲击,韧性好,精镗刀刃磨的锋利,光洁度好些;2、一次切削量不一样,分粗、精镗。精镗加工量一般在1 机械加工中粗镗和精镗的具体区别是什么? 知乎

如何理解铰孔和镗孔?铰和镗是什么意思? 知乎
网页2022年1月27日 铰孔和镗孔都是对孔的精加工的一种方式。 它们上一道工序都是钻孔,在我所在的工程设备行业,钻的孔径一般小于φ80mm 。 精加工时,对于较小的孔,铰孔的 网页2019年5月5日 镗削是一种用刀具扩大孔或其它圆形轮廓的内径切削工艺,其应用范围一般从半粗加工到精加工,所用刀具通常为单刃镗 刀(称为镗杆)。1)对钢铁材料的镗孔精 车、铣、刨、磨、钻、镗,分别能达到什么样的加工精度
精镗孔能到达多少精度百度知道
网页2010年3月8日 镗孔可以分为粗镗、半精镗和精镗。精镗孔的尺寸精度可达IT8~IT7(加工材料硬度高时取较高精度值),表面粗糙度Ra 网页2) 精镗刀调整范围查看刀体标记,切莫旋转刻度盘超出镗孔范围,防止旋转刻度盘用力过大造成精镗刀损坏。 3) 在使用精镗刀时应及时注意镗刀头的损坏程度,刀尖处有无破 微调精镗刀的使用及保养 腾讯新闻

精镗2547/2036/3260/4174 原装 微调精镗刀 高精镗头001
网页阿里巴巴精镗2547/2036/3260/4174 原装 微调精镗刀 高精镗头001,镗刀,这里云集了众多的供应商,采购商,制造商。这是精镗 网页2021年9月18日 精镗单元是精镗刀具的一部分,就是把精镗刀具的关于调整的部分,单独分离出来制造,成为一个独立单元。当需要制作精镗刀的时候,根据精镗孔的要求,把精镗单元放置到需要的位置。优秀的精镗单元对中安装位置要求简单,并且不影响精镗的调节精度和其他影响精镗加工的因素。精镗单元百度百科

都说镗孔难,镗孔为什么难? 知乎
网页2023年3月14日 镗孔是在预制孔上用切削刀具使之扩大的一种加工方法,镗孔工作既可以在镗床上进行,也可以在车床上进行。 镗孔可以分为粗镗、半精镗和精镗。精镗孔的尺寸精度可达IT8~IT7,表面粗糙度Ra 值16~08μm。 那么镗孔网页2018年11月15日 3 精镗 精镗是在粗镗和半精镗的基础上,用较高的切削速度、较小的进给量,切去粗镗或半精镗留下的较少余量,准确地达到图纸规定的内孔表面。粗镗后应将夹紧压板松一下,再重新进行夹紧,以减少夹紧变形对加工精度的影响。通常精镗背吃 [切削之家]镗刀的秘密是什么?加工
精镗孔的常见问题解析应对刀片
网页2020年11月6日 影响精镗效果的三大切削要素,分别是:切深、进给、线速度。为了达到最理想的精镗 加工效果,需要在这三个要素中去寻找平衡,从而得到一组最优参数。过大的切深和过高的进给都会产生过度的切削力,这会造成不稳定的孔径尺寸和表面光洁 网页2020年4月20日 一般的镗孔,表面精糙度Ra值16~08μm。 镗孔加工难的原因有很多,关键是下面的四点尤其需要注意 1 工具旋转的加工。 ①加工的过程中,无法观察刀尖的状况,因此也就无法根据加工状况相应的调整切削量。 普通车床的话可以直接进行调节,数控车 镗孔加工为什么这么难? 知乎

微调精镗刀的使用及保养 腾讯新闻
网页2) 精镗刀调整范围查看刀体标记,切莫旋转刻度盘超出镗孔范围,防止旋转刻度盘用力过大造成精镗刀损坏。 3) 在使用精镗刀时应及时注意镗刀头的损坏程度,刀尖处有无破损,若刀尖处损坏,不仅对加工造成影响,而且会加剧刀片的消耗,造成不必要的浪费。网页2017年12月10日 精镗刀是一种工具,作用是保证孔径精度的,保证位置度,粗糙度度,圆度等。 精镗刀是保证孔径精度的,保证位置度,粗糙度度,圆度等等,在加工中心上一般精镗刀都是带微调的,有直径方向001MM调整量,还有0001MM调整量的。数控精镗刀的设计和使用原理

镗孔如何保证表面精度和尺寸精度百度知道
网页2008年10月7日 精镗 是在粗镗和半精镗的基础上,用较高的切削速度、较小的进给量,切去粗镗或半精镗留下的较少余量,准确地达到图纸规定的内孔表面。粗镗后应将夹紧压板松一下,再重新进行夹紧,以减少夹紧变形对加工精度的影响。通常精镗背吃刀量 网页图24 半精镗加工零件示意图 计算切削力、切削扭矩及切削功率: 根据选定的切削用量(主要指切削速度及进给量 ),确定进给力,作为选择动力滑台及设计夹具的依据;确定切削转矩,用以确定主轴及其传动部件的尺寸;确定切削功率,用作选择主传动电机(一般指动力箱 半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计)百度文库

精镗2547/2036/3260/4174 原装 微调精镗刀 高精镗头001
网页阿里巴巴精镗2547/2036/3260/4174 原装 微调精镗刀 高精镗头001,镗刀,这里云集了众多的供应商,采购商,制造商。这是精镗 网页2) 精镗刀调整范围查看刀体标记,切莫旋转刻度盘超出镗孔范围,防止旋转刻度盘用力过大造成精镗刀损坏。 3) 在使用精镗刀时应及时注意镗刀头的损坏程度,刀尖处有无破损,若刀尖处损坏,不仅对加工造成影响,而且会加剧刀片的消耗,造成不必要的浪费。微调精镗刀的使用及保养 腾讯新闻

精镗孔的常见问题解析应对刀片
网页2020年11月6日 影响精镗效果的三大切削要素,分别是:切深、进给、线速度。为了达到最理想的精镗 加工效果,需要在这三个要素中去寻找平衡,从而得到一组最优参数。过大的切深和过高的进给都会产生过度的切削力,这会造成不稳定的孔径尺寸和表面光洁 网页2017年12月10日 精镗刀是一种工具,作用是保证孔径精度的,保证位置度,粗糙度度,圆度等。 精镗刀是保证孔径精度的,保证位置度,粗糙度度,圆度等等,在加工中心上一般精镗刀都是带微调的,有直径方向001MM调整量,还有0001MM调整量的。数控精镗刀的设计和使用原理

镗刀刀具知识百度文库
网页2012年4月13日 注:当精镗程序G76使用时,M19主轴定位后,应注意装具其刀尖与法兰盘卡槽是 否在一直线上,避免因此撞刀或拉伤工件表面。 一、粗镗刀具 2、双刃粗镗刀(模块式) 1、加工直径从251250mm 2、C型刀片适合粗镗,重切及断续切削 3、T型刀片适合中 网页图24 半精镗加工零件示意图 计算切削力、切削扭矩及切削功率: 根据选定的切削用量(主要指切削速度及进给量 ),确定进给力,作为选择动力滑台及设计夹具的依据;确定切削转矩,用以确定主轴及其传动部件的尺寸;确定切削功率,用作选择主传动电机(一般指动力箱 半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计)百度文库

发动机缸体主轴承孔的加工 制造工艺 AI汽车网 Vogel
网页2010年9月1日 图2 半精镗、精镗镗刀杆,变速箱定位孔及后油封座定位孔绞刀 主轴承孔粗加工往往安排在加工中心上,用球形铣刀加工,然后和主轴承盖合盖,所以组合镗床要完成半精镗和精镗工序。在半精镗和精镗时,安排其关联要素的加工。网页2014年4月14日 镗孔可以分为粗镗、半精镗和精镗。 精镗孔的尺寸精度可达IT8~IT7,表面粗糙度Ra值16~08μm。 镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固定在车床尾座或者固定在小刀架上都可以。加工中心 镗孔留多少余量 百度知道

机械加工中的车、镗、铣、磨、刨、钻、线切割等设备都是做
网页2017年9月15日 主要用镗 刀对工件已有的预制孔进行镗削的机床。通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。使用不同的刀具和附件 网页阿里巴巴精镗2547/2036/3260/4174 原装 微调精镗刀 高精镗头001,镗刀,这里云集了众多的供应商,采购商,制造商。这是精镗 精镗2547/2036/3260/4174 原装 微调精镗刀 高精镗头001
车、铣、刨、磨、钻、镗所能达到的最高加工精度全在这里
网页2023年2月20日 一般只能达到IT10,表面粗糙度一般为125~63μm,在钻削后常常采用扩孔和铰孔来进行半精加工和精加工。 镗 削 镗削是一种用刀具扩大孔或其它圆形轮廓的内径切削工艺,其应用范围一般从半粗加工到精加工,所用刀具通常为单刃镗刀(称为镗杆
桂林破碎機
2021-01-21立磨产量为啥提不高
2020-08-09山西朔州运一吨煤到江西要多少钱一吨
2023-08-22425cs破碎机衬板
2020-07-09破碎机曲轴配件破碎机曲轴配件破碎机曲轴配件
2020-05-03广汉反击破机厂商
2020-10-25开一家复婚公司要什么证件
2023-12-19破碎过程粉尘计算破碎过程粉尘计算破碎过程粉尘计算
2021-02-03开踩矿石厂要投资些什么设
2020-05-12如何摆脱制砂机噪声过大的问题
2022-12-24铜矿选矿流程
2020-06-10选铁粉的设备
2020-07-31长石制砂机械厂家
2021-12-24广西哪里有牛骨粉碎卖?
2020-11-07生产封包线设备
2022-02-03某采矿企业财务分析报告
2020-09-29铁厂生产线铁厂生产线铁厂生产线
2021-05-02云海矿机
2020-09-06砂石路材料
2020-09-291400圆锥破产量多少
2020-11-01磨粉机组磨粉机组磨粉机组
2020-07-02道渣的比重是多少
2020-10-02矿山机械生产线
2020-07-26小型矿石磨粉机
2022-07-31破碎机200400
2021-10-04煤矿井下破碎矸石
2023-12-24锆英石是怎么加工的锆英石是怎么加工的锆英石是怎么加工的
2024-01-10广西煤灰加工厂
2021-07-23河北蹲盆好还是湖南好
2021-11-23新平县郑翔
2023-03-18